我们推出了一款高端的粘钉一体机,采用全程吸的伺服电机,能够避免出现大小口和剪刀口的问题。让我们一起来看看它的效果吧!大家期待已久的粘钉一体机终于上市了!这款高端设备配备了全程吸的伺服电机,能够实现每分钟140米的粘箱速度和每分钟1200个钉的冰箱速度,折叠壁和送纸部均采用日本三菱伺服电机独立驱动,折叠部也采用独立驱动,从而避免了走纸跑偏和打滑的问题。
 1、三菱伺服偏执电压自动调整怎么设置
1、三菱伺服偏执电压自动调整怎么设置1、首先在三菱伺服偏执电压中双击SETUP154C图标设置系统设定机种选择“MREA”,波特率选择“9600”串口选择“COM3这是看你自己的计算机口了”有站号确定。2、其次点站号设定:选00站。3、最后点击参数进行“参数设定、调整、变更清单显示、详细信息显示”里点击“参数设定”参数一览表“批量读取、核对、批量写入、变更清单、详细信息、初期设定、终止”即可自动调整。
 2、1pg控制三菱伺服,电机不转的原因有哪些
2、1pg控制三菱伺服,电机不转的原因有哪些伺服驱动器电源接的对不对,电源指示正常么?有没有报警?如果伺服驱动器侧接线都没有问题,看看伺服电机是否锁紧,未锁紧伺服没有on(son信号)。确认了伺服驱动端的硬件。再确认信号侧,一个是信号接线,是否接的正确,可以通过三菱伺服驱动器观察指令脉冲是否发出,如果没有发出,那就是接线或者编程问题,检查接线和程序;如果观察伺服驱动器确认指令脉冲有发出,伺服驱动器的参数设置是否正确(脉冲接受的逻辑是否正确,脉冲 方向位或者A\B相脉冲。

伺服驱动器电源接的对不对,电源指示正常么?有没有报警?如果伺服驱动器侧接线都没有问题,看看伺服电机是否锁紧,未锁紧伺服没有on(son信号)。确认了伺服驱动端的硬件。再确认信号侧,一个是信号接线,是否接的正确,可以通过三菱伺服驱动器观察指令脉冲是否发出,如果没有发出,那就是接线或者编程问题,检查接线和程序;如果观察伺服驱动器确认指令脉冲有发出,伺服驱动器的参数设置是否正确(脉冲接受的逻辑是否正确,脉冲 方向位或者A\B相脉冲)。
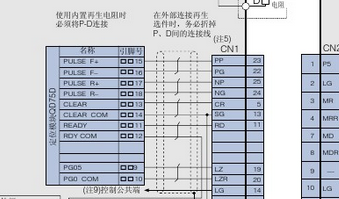
3、三菱plc与伺服驱动器连接问题这具体要细看伺服驱动器的控制接线图,先找出脉冲控制线、方向控制线、刹车控制线、应急控制线、左行程控制线、右行程控制线等,然后将这些定义线与plc进行连接,注意,plc需选用晶体式plc,因为只有晶体式才能发出伺服驱动器所需的脉冲的。首先你要明白你用什么模式控制,如,位置控制,速度控制、接线端子不一样哦,一般伺服驱动器只要接6个端子就可以转动了哦。

